












Project Number: 5599
Five-Zone Electric Billet Heat Stabilizing Oven for Polyethylene and Plastic Extrusion Billets
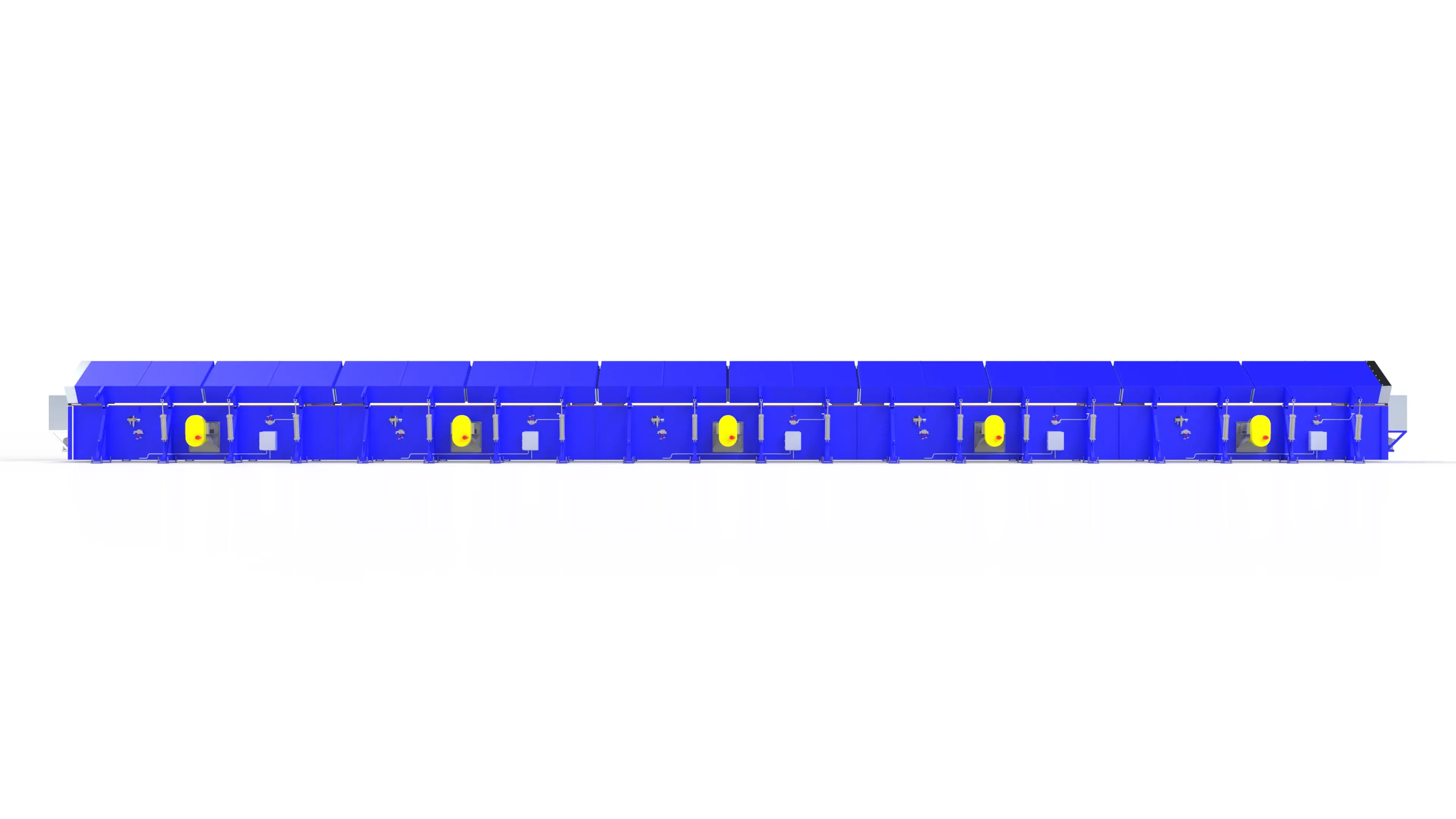
Five-zone electric conveyorized heat stabilizing oven engineered for long polyethylene and plastic billets—using a non-powered roller bed, pneumatically actuated full-access roof doors, and proven high-volume recirculation airflow to stabilize up to 8,000 lb of product in process at 250°F operation with 400°F maximum capability.
.webp?width=1400&name=5599-EOVATIONS%20(1).webp)
.webp?width=1400&name=5599-EOVATIONS%20(3).webp)
.webp?width=1400&name=5599-EOVATIONS%20(4).webp)
.webp?width=1400&name=5599-EOVATIONS%20(5).webp)
.webp?width=1400&name=5599-EOVATIONS%20(6).webp)
.webp?width=1400&name=5599-EOVATIONS%20(7).webp)
.webp?width=1400&name=5599-EOVATIONS%20(8).webp)
Overview
A manufacturer of extruded polyethylene and similar plastic products required a long, narrow conveyorized oven to heat stabilize billets after extrusion. The system needed to support continuous processing on a non-powered roller conveyor, hold up to 8,000 lb of billet load in the oven at one time, and provide a practical way to initially thread and handle product through an approximately 100-foot heated path without difficult manual access or cumbersome door hardware.
Precision Quincy developed a five-zone electric oven built around a structurally reinforced steel frame with top and bottom recirculation airflow at each end of every 20-foot zone, returning to the center for reheating. The design incorporated ten pneumatically powered hinged roof access doors for improved loading access and easier remote operation, along with drop-in rollers, replaceable guide wheels, and billet-protection bars over the duct openings to improve serviceability, durability, and product protection compared with earlier generations of the equipment.
The customer process required continuous heat stabilization of extruded polyethylene billets and other plastic products after extrusion using a non-powered roller conveyor, with the product itself pulled or pushed through the oven by upstream and downstream process equipment. The work opening around the conveyor path is narrow—approximately 21 inches wide by 9 inches tall—over an oven length of roughly 100 feet, making access for initial loading and threading a critical requirement.
The system needed to accommodate up to 80 lb/ft of product loading, or approximately 8,000 lb of billet weight in process within the oven at one time. Conveyor speed is controlled by the customer's external handling system. Because of the length and narrow passage, the customer also required practical access to the work chamber during initial loading and threading, along with a door arrangement that could be opened more safely and controllably than earlier counterweighted designs.
In addition to process throughput and access, the customer required improved robustness and maintainability over prior units. Key requirements included more controlled door operation, easier loading access, improved machine durability, easier replacement of wear components, and protection against product damage or internal interference if a billet broke or sagged during processing.
PROCESS OBJECTIVE
- Heat stabilize extruded polyethylene and similar plastic billets through a continuous non-powered roller conveyor oven.
- Support product threading and loading through a narrow 100-foot heated passage.
- Accommodate up to 8,000 lb of product in process at one time.
THROUGHPUT AND LOADING REQUIREMENT
- Maximum product loading: 80 lb/ft.
- Approximately 8,000 lb in-oven product weight capacity.
- Line speed controlled by customer's external handling equipment.
ACCESS AND SERVICEABILITY REQUIREMENT
- Ten pneumatically actuated roof doors provide full-length work chamber access for threading and loading.
- Drop-in roller design for easy replacement.
- Replaceable guide wheels and duct protection bars for improved durability and product safety.
To achieve the required billet heat stabilization process, the oven was designed to operate at a normal process temperature of 250°F with a maximum design temperature of 400°F and a temperature uniformity of ±10°F. The thermal process is based on five independent 20-foot-long heated zones for a total heated length of approximately 100 feet.
Each zone uses a top-and-bottom recirculation airflow arrangement concentrated at the first approximately 3 feet and last approximately 3 feet of the zone. In this configuration, heated air is discharged above and below the product near each end of the zone, then travels horizontally across the billet path toward the center return, where it is reheated and recirculated. This airflow approach was developed from multiple previous ovens built for the same process and reflects proven field performance for this application.
To deliver the required heat transfer performance, each zone was configured with approximately 36 kW of electric heat input and approximately 6,000 CFM of recirculation airflow at 4.87 inches water column. Across the full oven, that corresponds to approximately 180 kW total installed heat power and 30,000 CFM total recirculation airflow. Air discharge velocity exceeds 3,000 ft/min based on proven performance from prior equipment in this family. Final dwell time is determined by the customer's line speed.
TEMPERATURE REQUIREMENTS
- Normal operating temperature: 250°F.
- Maximum design temperature: 400°F.
- Required temperature uniformity: ±10°F.
AIRFLOW DELIVERY
- Top and bottom discharge at first ~3 ft and last ~3 ft of each 20 ft zone.
- Horizontal airflow travels toward center return for reheating and recirculation.
- Discharge velocity above 3,000 ft/min.
- 6,000 CFM per zone (30,000 CFM total); 4.87 in. w.c. static pressure.
HEAT INPUT
- 36 kW electric per zone; 180 kW total installed.
- Five NYB 188 PLR plug fans, one per zone; 7.5 HP each (37.5 HP total).
The oven concept is a five-zone electric conveyorized billet oven built around a primary structural steel frame rather than relying on insulated wall panels as the main load-bearing system. The structure carries internal formed pan sections for the heated chamber and duct transitions, with insulated cladding and exterior sheet metal completing the enclosure. The enclosure uses minimum 6-inch-thick insulated walls with 6 lb density mineral wool. This produces a more robust overall machine than earlier generations that were more panel-dependent in their construction.
OVERALL EQUIPMENT CONCEPT
- Five-zone electric conveyorized billet oven; total heated length approximately 100 ft.
- Structural steel primary frame with formed pan interior heated chamber construction.
- Ten pneumatically actuated roof access doors; two 10-ft doors per 20-ft zone.
- Overall dimensions: 84.06 in. W × 1,248.72 in. L × 71.50 in. H; shipped in five sections; approximately 40,000 lb.
CONVEYOR ARCHITECTURE
- Non-powered roller conveyor: 1.9-inch-diameter rollers on 6-inch centers.
- Product pulled or pushed through oven by customer's external line equipment.
- Drop-in roller design for fast replacement; replaceable guide wheels.
- Work opening: 21 in. wide × 9 in. tall; 44 in. pass height; minimum 24 in. open height above rollers with doors open.
- Maximum load capacity: 80 lb/ft; approximately 8,000 lb total in-oven.
ACCESS AND DOOR ARCHITECTURE
- Ten pneumatically actuated hinged roof doors pivot from one edge and open upward.
- Doors integrated into PLC control system for improved actuation.
- Replaces earlier counterweighted door systems with more controlled, safer operation.
- Duct protection bars installed over duct openings to prevent product damage if billets break or sag.
HEATING AND AIRFLOW ARCHITECTURE
- Each zone: 36 kW electric heat integrated at center return; top and bottom discharge ducting at zone ends.
- NYB 188 PLR plug fan per zone; fixed-speed with M5000T rotational speed sensors in place of air switches.
- Exhaust: one PQ1 hood exhauster at each end of oven; 550 CFM each; 1,100 CFM total.
CONTROLS ARCHITECTURE
- Allen-Bradley CompactLogix PLC.
- Remote-mounted NEMA 12 control enclosure; remote-mounted HMI.
- Pneumatic door actuation integrated to PLC.
- 480V / 3PH / 60Hz; 277.9 A FLA.
| OVEN CONFIGURATION | |
|---|---|
| Type | Continuous conveyorized electric billet oven, non-powered roller conveyor |
| Zones | 5 independent heated zones |
| Heated zone length | 20 ft per zone; approximately 100 ft total heated length |
| Work opening | 21 in. wide × 9 in. tall |
| Pass height | 44 in.; minimum 24 in. open height above rollers with doors open |
| Overall dimensions | 84.06 in. W × 1,248.72 in. L × 71.50 in. H |
| Shipping | 5 sections; approximately 40,000 lb total |
| Service access | Ten pneumatically actuated roof doors; two 10-ft doors per 20-ft zone |
| NFPA classification | Class B |
| THERMAL HEAT POWER SYSTEM | |
|---|---|
| Operating temperature | 250°F |
| Maximum temperature | 400°F |
| Temperature uniformity | ±10°F |
| Heating zones | 5 |
| Heat source | Electric |
| Heat power per zone | 36 kW |
| Total installed heat | 180 kW |
| Heating element control | Staged / controlled per zone |
| RECIRCULATION / AIRFLOW SYSTEM | |
|---|---|
| Airflow pattern | Top and bottom end discharge; horizontal flow toward center return for reheating |
| Discharge location | First ~3 ft and last ~3 ft of each 20-ft zone |
| Discharge velocity | Above 3,000 ft/min |
| Recirculation fan | NYB 188 PLR plug fan, one per zone |
| Airflow per zone | 6,000 CFM @ 4.87 in. w.c. |
| Total airflow | 30,000 CFM |
| Fan motor per zone | 7.5 HP |
| Total fan motor power | 37.5 HP |
| Fan speed monitoring | M5000T rotational speed sensor per supply fan |
| EXHAUST SYSTEM | |
|---|---|
| Configuration | One hood exhauster at each end of oven |
| Fan | PQ1 hood exhauster |
| Exhaust per fan | 550 CFM |
| Total exhaust | 1,100 CFM |
| Process basis | Class B electric oven; no VOC / solvent load |
| CONVEYOR / HANDLING SYSTEM | |
|---|---|
| Configuration | Non-powered roller conveyor; product moved by customer line equipment |
| Roller diameter | 1.9 in. |
| Roller spacing | 6 in. centers |
| Roller design | Drop-in replacement style |
| Guide wheels | Easily replaceable; improved over prior detent-style design |
| Conveyor load capacity | 80 lb/ft max; approximately 8,000 lb total in-oven |
| Line speed | Controlled by customer's external handling equipment |
| CONSTRUCTION MATERIALS / FINISH | |
|---|---|
| Primary structure | Structural steel frame; reinforced equipment construction |
| Interior | Formed internal pans; 16 ga aluminized unpainted steel heated chamber surfaces |
| Exterior | Structural steel-framed insulated enclosure; 16 ga exterior steel cladding |
| Wall thickness | Minimum 6 in. |
| Wall insulation | 6 lb density mineral wool |
| Exterior finish | Precision Quincy Blue two-part epoxy |
| Control cabinet finish | ANSI 61 gray |
| SAFETY & COMPLIANCE | |
|---|---|
| NFPA 86 classification | Class B |
| VOC basis | No VOC / solvent load; electric heat |
| Door safety | Pneumatically actuated roof doors with PLC integration |
| Fan monitoring | M5000T rotational speed sensors on each supply fan |
| Product protection | Duct protection bars over duct openings |
| CONTROLS & ELECTRICAL | |
|---|---|
| PLC | Allen-Bradley CompactLogix |
| Control enclosure | Remote-mounted NEMA 12 |
| HMI | Remote-mounted |
| Door control | Pneumatic actuation integrated to PLC |
| Primary power | 480V / 3PH / 60Hz |
| Full load amperage | 277.9 A FLA |
| PROCESS NOTES | |
|---|---|
| Product | Extruded polyethylene billets and similar plastic extrusion products |
| Process type | Heat stabilization after extrusion |
| Process platform | Mature design based on approximately 20 prior systems for the same application |
| Testing / validation | Process parameters and airflow approach based on proven prior equipment performance |
