












Project Number: 5521
Four-Zone Preheat Oven for Fiber Cement Trim Board Primer Processing
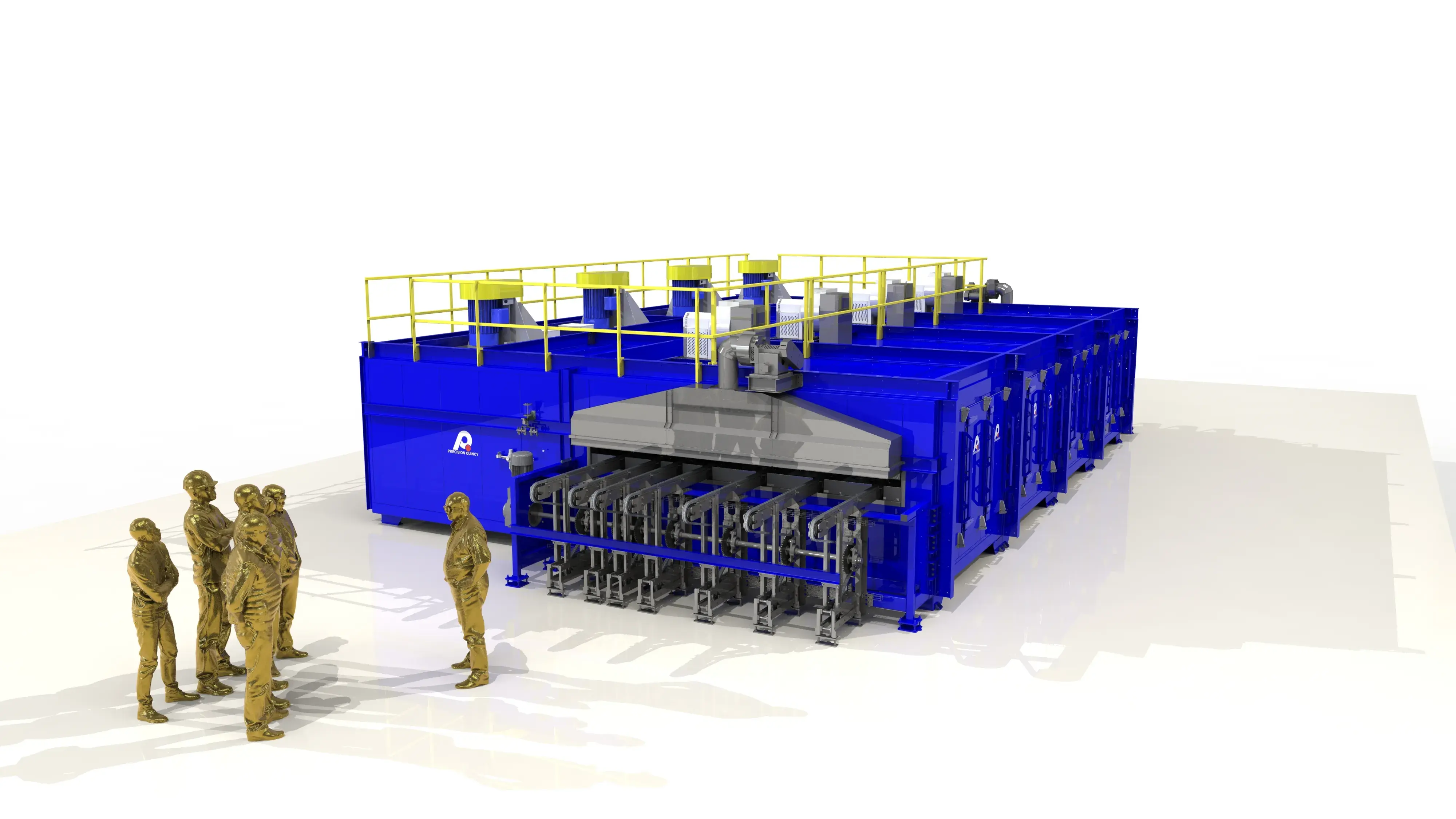
Four-zone inline preheat module engineered for a major fiber cement building products manufacturer's facility as the front-end thermal stage of a larger finishing line—preheating fiber cement trim boards ahead of primer application at approximately 337 million sq ft/year throughput using high-velocity top-and-bottom impingement airflow, natural-gas-fired recirculation heating, and a seven-strand conveyor architecture integrated into a plantwide Allen-Bradley GuardLogix / SCADA-controlled system.






Overview
Precision Quincy engineered a four-zone preheat oven for a major fiber cement building products manufacturer's plant as one section of a larger integrated finishing system that also included a nine-zone cure oven plus an ambient-air / forced-air cooling conveyor section. While this write-up focuses specifically on the preheat unit, the equipment was designed as part of a coordinated production line in which fiber cement trim boards are first preheated, then primer-coated, then cured, and finally cooled before downstream handling.
The preheat section was developed to process approximately 337 million square feet per year of fiber cement trim boards while fitting a tightly constrained machine length and integrating into a plantwide controls architecture. The required production rate, combined with known product geometry and prior Precision Quincy testing, drove a high-speed conveyorized design operating at approximately 72 ft/min with a total in-oven dwell time of roughly 29.16 seconds across four zones. The system uses high-velocity impingement airflow delivered through 3/8 in slots at approximately 5,800 FPM nominal discharge velocity, with coordinated top-and-bottom airflow used to drive the required thermal response before coating. Air is discharged downward from above and upward from below, then exits the chamber to both sides to support high-rate, even preheating in a tightly packaged machine envelope.
To deliver the required performance in a compact package, Precision Quincy employed a four-zone, side-mounted-heater configuration with roof-mounted recirculation and exhaust equipment, individually tensioned seven-strand engineering-chain conveyor handling, side-access service doors, and remote integration into an Allen-Bradley GuardLogix PLC / SCADA platform controlling the broader finishing system. The result is a production-focused preheat module designed for high throughput, maintainability, and line-level integration rather than stand-alone oven operation.
The customer required a conveyorized preheat module for its facility to serve as the front-end thermal stage of a larger finishing line for fiber cement trim boards. The preheat system was not a stand-alone machine; it had to operate as part of an integrated production cell that also included downstream primer application, a nine-zone cure oven, and ambient / forced-air cooling.
LINE INTEGRATION REQUIREMENT
- The preheat unit had to function as one section of a larger coordinated system.
- Overall machine control had to integrate into the customer's plantwide SCADA environment.
- The customer selected an Allen-Bradley GuardLogix control platform for the overall line.
- Operators can monitor and interact with equipment through the larger system architecture, including mobile tablet-based interfaces, giving the line a facility-integrated operating capability beyond a conventional isolated oven control package.
PRODUCTION REQUIREMENT
- Required production rate: approximately 337 million square feet per year.
- The equipment had to process standard fiber cement trim boards in a continuous-flow production environment.
- Board length to be processed: 12 ft. Board width basis: 144 in.
PROCESS-SEQUENCE REQUIREMENT
- Boards are preheated first, then primer coated, then sent through a downstream nine-zone cure oven, followed by ambient cooling and forced-air cooling.
- The preheat stage had to prepare boards thermally for the downstream coating process.
CONVEYOR / PRODUCT HANDLING REQUIREMENT
- The system had to reliably transport long boards at high speed through the preheat section.
- Required pass height: conveyor carrying surface at 48 in above floor. Clear height above conveyor: 6 in.
- The low pass height created significant packaging and maintenance constraints for the chain return and rail system.
LAYOUT / LENGTH CONSTRAINT
- Available overall conveyorized process length within the oven section: approximately 595.34 in.
- Shipment constraints required the oven to be split into individual zones for transport.
ACCESS / MAINTAINABILITY REQUIREMENT
- The customer required side access so operators could remove boards if product broke or jammed inside the oven.
- The line was expected to run at high speed and high duty cycle, so conveyor wear components had to be maintainable with minimal downtime.
These thermal process requirements were established based on the customer's required production rate, the product geometry, and Precision Quincy's prior testing and application experience with similar board-processing systems.
THROUGHPUT-LINKED THERMAL BASIS
- Required annual production basis: approximately 337 million sq ft/year.
- Conveyor speed required to satisfy the production / length relationship: approximately 72 ft/min.
- Total in-oven dwell time: approximately 29.16 seconds.
ZONE DWELL TIMES
- Zone 1 dwell: 7.03 sec
- Zone 2 dwell: 7.55 sec
- Zone 3 dwell: 7.55 sec
- Zone 4 dwell: 7.03 sec
TEMPERATURE CAPABILITY
- Maximum operating temperature capability: 500°F.
- Temperature uniformity target: ±10°F at the nozzles.
AIRFLOW DELIVERY REQUIREMENTS
- Required airflow pattern: top-and-bottom impingement / vertical-down-and-up airflow in all four zones.
- Top airflow discharges downward; bottom airflow discharges upward; airflow exits the chamber to both sides.
- Supply air delivered through 3/8 in slots. Nominal nozzle discharge velocity: approximately 5,800 FPM. Minimum adjustable velocity: approximately 3,700 FPM.
ZONE AIRFLOW / PRESSURE BASIS
- Recirculation airflow per zone: approximately 37,000 CFM @ 3.6 in. w.c.
- Exhaust airflow per zone: approximately 2,850 CFM @ 1.5 in. w.c.
HEAT INPUT REQUIREMENT
- Heat input per zone: 2.5 MMBtu/hr. Total installed heat input: 10.0 MMBtu/hr across four zones.
- Heat source: natural gas.
To deliver the thermal process requirements that support the customer's production goals, Precision Quincy developed the following equipment concept and architecture for the preheat section.
OVERALL CONCEPT
- Four-zone conveyorized preheat oven designed as the upstream thermal stage of the customer's larger finishing line.
- The system uses a side-mounted heat chamber approach with roof-mounted rotating equipment and service walkway access.
ZONE ARCHITECTURE
- The oven is divided into four independently heated zones. Zone 1 and Zone 4 share one geometry set; Zone 2 and Zone 3 share another.
- Zone heated lengths: Zone 1: 101.25 in; Zone 2: 108.75 in; Zone 3: 108.75 in; Zone 4: 101.25 in.
AIRFLOW / HEATING ARCHITECTURE
- Each zone uses vertical top-and-bottom impingement airflow with discharge exiting toward both sides of the chamber.
- Each zone includes: (1) recirculation fan, (1) natural gas burner, (1) exhaust fan / exhaust connection.
- Recirculation fan per zone: 37,000 CFM @ 3.6 in. w.c.; 40 HP TFC motor; Allen-Bradley PowerFlex 755 VFD; mild steel fan wheel.
- Exhaust fan per zone: 2,850 CFM @ 1.5 in. w.c.; 3 HP motor; mild steel fan wheel.
- Heating per zone: ACCESS Combustion LP30 burner at 2.5 MMBtu/hr; Karl Dungs gas train.
DUCT / CHAMBER CONCEPT
- Supply ductwork is aluminized steel. Supply discharge is through 3/8 in slots sized to deliver the required high-velocity impingement.
- Return path is open to the sides; no enclosed return duct. Chamber style: side monolithic / side-mounted heat chamber.
CONVEYOR ARCHITECTURE
- Seven strands of C2080 high-bar engineering chain running on AR500 wear rails.
- Conveyor speed: approximately 72 ft/min. Drive: 10 HP gearbox.
- Individual pneumatic tensioners per strand with air-proving switch. Automatic chain oiler provided.
- Sprockets use a bearing-supported cartridge-like arrangement for fast changeout under high-duty-cycle operation.
CONSTRUCTION / SHELL ARCHITECTURE
- Wall thickness: 6 in. Tongue-and-groove insulated panels with 6 lb density mineral wool insulation.
- Interior / exterior skins: 20-gauge sheet metal. Structural support: structural steel.
- Exterior finish: Precision Quincy Blue two-part epoxy.
ACCESS / MAINTENANCE ARCHITECTURE
- 4 side access doors opposite the heat chamber. Roof-mounted service areas protected by safety walkway / guard railing.
SAFETY / CONTROLS ARCHITECTURE
- NFPA 86 Class A. Explosion relief in doors and roof.
- Each zone includes heat chamber high limit, work chamber high limit, airflow switches, and Type J control thermocouple.
- Controls built around Allen-Bradley GuardLogix PLC and plantwide SCADA with remote I/O / junction-box architecture. Operators access via mobile tablet-based interfaces.
| OVEN CONFIGURATION | |
|---|---|
| Type | Continuous conveyor four-zone preheat oven for fiber cement trim boards |
| Project Location | Prattville, Alabama |
| Application | Preheating fiber cement trim boards ahead of primer coating |
| Overall System Context | Part of larger line including 9-zone cure oven and ambient / forced-air cooling section |
| Production Basis | Approx. 337 million sq ft/year |
| Zone Lengths | 101.25 in, 108.75 in, 108.75 in, 101.25 in |
| Overall Equipment Dimensions | 585 in L × 344 in W × 131⅛ in H |
| Total Conveyorized Length | Approx. 595.34 in |
| Clear Height Above Conveyor | 6 in |
| Conveyor Height Above Floor | 48 in |
| Heated Width | 156 in |
| Vestibules | 14 in entrance vestibule; 14 in exit vestibule |
| Shipment | Split into individual zones for shipment |
| Approx. Weight | Approx. 85,000 lb |
| THERMAL HEAT POWER SYSTEM | |
|---|---|
| Maximum Operating Temperature | 500°F |
| Temperature Uniformity | ±10°F at nozzles |
| Heating Zones | 4 |
| Heat Source | ACCESS Combustion LP30 burner, one per zone |
| Heat Input Per Zone | 2.5 MMBtu/hr |
| Total Installed Heat Input | 10.0 MMBtu/hr |
| Fuel | Natural gas |
| Gas Train | Karl Dungs MPA 4112 |
| RECIRCULATION / AIRFLOW SYSTEM | |
|---|---|
| Airflow Pattern | Top-and-bottom impingement / vertical-down-and-up; exits both sides |
| Supply Duct Material | Aluminized steel |
| Discharge Geometry | 3/8 in slots |
| Nominal Discharge Velocity | 5,800 FPM |
| Minimum Adjustable Velocity | 3,700 FPM |
| Recirculation Airflow Per Zone | 37,000 CFM @ 3.6 in. w.c. |
| Recirculation Motor Per Zone | 40 HP TFC |
| Recirculation VFD | Allen-Bradley PowerFlex 755 |
| Fan Wheel Material | Mild steel |
| Return Style | Open return to sides |
| EXHAUST SYSTEM | |
|---|---|
| Exhaust Airflow Per Zone | 2,850 CFM @ 1.5 in. w.c. |
| Exhaust Motor Per Zone | 3 HP |
| Fan Wheel Material | Mild steel |
| Process Basis | Sized from line production needs and required exhaust performance |
| CONVEYOR / HANDLING SYSTEM | |
|---|---|
| Conveyor Type | Seven-strand engineering-chain conveyor |
| Chain Type | C2080 high-bar engineering chain |
| Rail Material | AR500 wear rails |
| Span Between Outer Chains | 138 in centerline to centerline |
| Drive | 10 HP gearbox |
| Speed | Approx. 72 ft/min |
| Total Dwell Time | Approx. 29.16 sec |
| Strand Tensioning | Individual pneumatic tensioners |
| Tensioner Safety | Air switch verifies tension air before run |
| Chain Lubrication | Automatic chain oiler |
| Maximum Conveyor Load | 4,950 lb |
| Load / Unload Conveyor (Outside Oven) | 74 in |
| CONSTRUCTION MATERIALS / FINISH | |
|---|---|
| Wall Thickness | 6 in |
| Panel Type | Tongue-and-groove insulated panels |
| Insulation | 6 lb density mineral wool |
| Structural Support | Structural steel |
| Interior Skin | 20 gauge sheet metal |
| Exterior Skin | 20 gauge sheet metal |
| Exterior Finish | Precision Quincy Blue two-part epoxy |
| SAFETY & COMPLIANCE | |
|---|---|
| NFPA 86 Classification | Class A |
| Explosion Relief | In doors and roof |
| Heat Chamber High Limit | Parlow |
| Work Chamber High Limit | Parlow |
| Airflow Proving | Recirculation fan, exhaust fan, and burner airflow switches |
| Control Thermocouple | Type J |
| CONTROLS & ELECTRICAL | |
|---|---|
| Overall Control Platform | Allen-Bradley GuardLogix / plantwide SCADA |
| Local Architecture | Main control enclosure plus remote I/O / junction-box architecture |
| Control Enclosure | NEMA 12 |
| SCCR | 100 kA |
| Panel Standard | UL 508A industrial control panel |
| Compliance Basis | NFPA 70, NFPA 79, OSHA performance basis |
| Primary Power | 480V / 3PH / 60Hz |
| Control Voltage | 120V / 1PH / 60Hz |
| Approx. Amp Draw | 225 A |
| PROCESS NOTES | |
|---|---|
| Product | Fiber cement trim boards |
| Board Length | 12 ft |
| System Role | Preheat stage before primer application |
| Downstream Equipment | 9-zone cure oven plus ambient / forced-air cooling |
