












Project Number: 5551
Multi-Zone Foam Gasket Outgassing Oven for Insulating Glass Foam Spacer / Gasket Processing
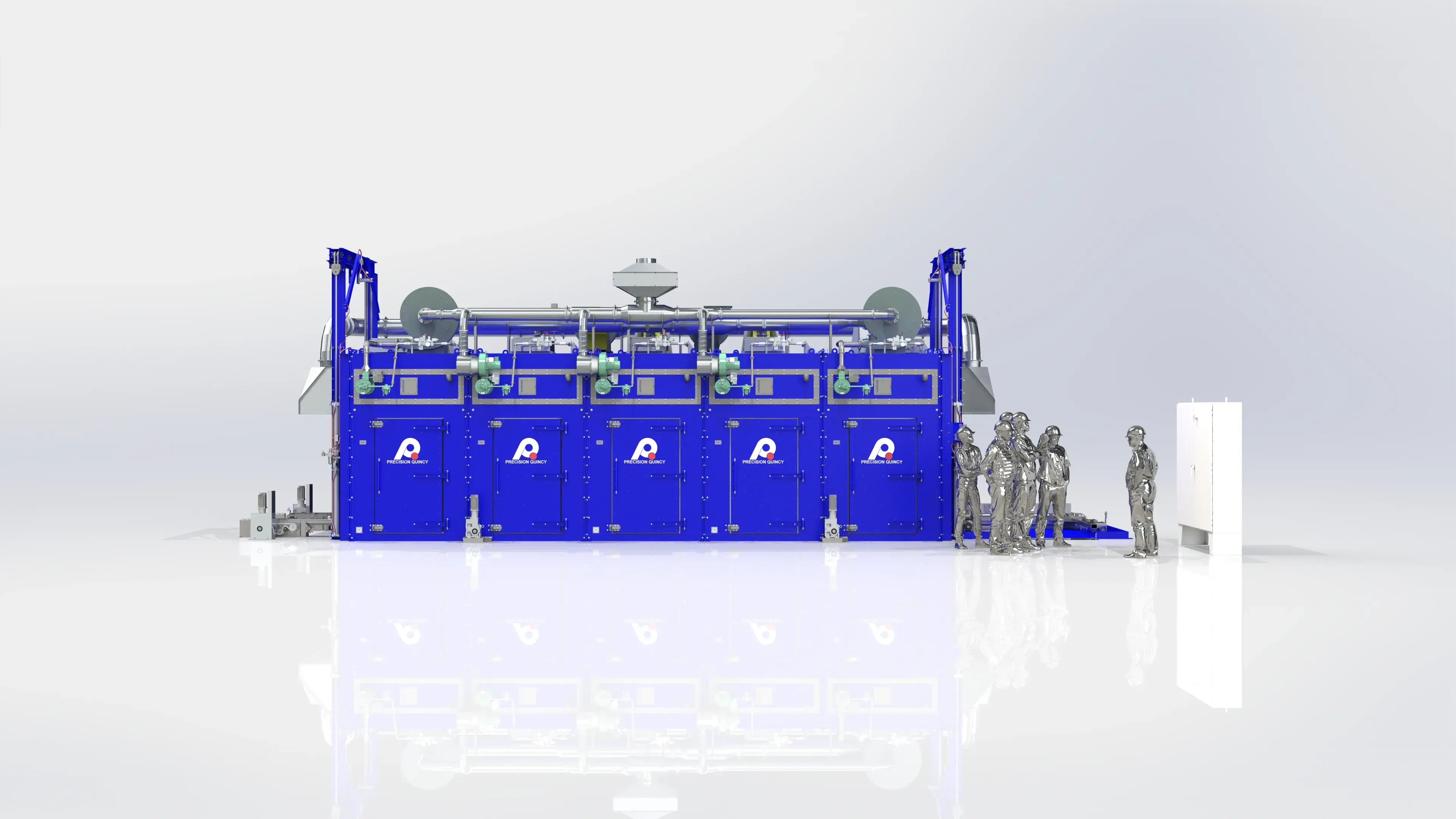
Five-station, multi-zone conveyorized batch-indexing oven engineered to heat and hold heavy steel carts loaded with foam window-gasket reels—driving out trapped VOCs before final insulated-glass assembly through high-airflow indirect gas heating, zoned thermal control, and pit-free automated cart handling.






Overview
The customer required a thermal-processing system to outgas volatile compounds trapped in foam gasketing used in multi-pane window assemblies. In the upstream manufacturing process, the foam gasket is produced through a salt-bath operation, which can leave VOCs retained within the foam structure. If those compounds later outgas after the gasket is installed inside an insulated-glass window unit, the result can be fogging or hazing of the window cavity in service. The purpose of the oven system is to heat the wound gasket reels in a controlled manner before final use so the finished window product remains visually clear even under hot-day field conditions.
The product is processed on large steel carts carrying multiple layers of narrow foam reels, with each loaded cart weighing approximately 2,000 lb — with the vast majority of that mass being steel cart structure rather than foam product. Because the thermal load is dominated by cart mass, the oven concept was designed to deliver most of the heat-up energy in the first station, followed by additional heated stations that maintain product temperature for the required hold period.
The final system uses five stations with zoned indirect gas heating, high recirculation airflow, and automated pit-free cart indexing through a combination of servo-driven conveyors and push-transfer architecture. This above-floor design was deliberately developed so the equipment could be fully tested at Precision Quincy's facility before shipment, eliminating the scheduling and logistics risk associated with first-article testing at a production site.
The customer process requirement was to thermally precondition foam gasket material used in multi-pane insulating-glass windows so that trapped VOCs would be removed before the gasket was installed in the finished window assembly. This was fundamentally a downstream product-quality protection step: if the foam later outgassed inside a sealed window cavity, the glazing unit could haze or fog in the field, potentially forcing costly window replacement at the gasket supplier's expense.
APPLICATION & PRODUCT TYPE
- Product: continuous foam gasket wound onto large steel carts with multiple reel layers. Foam section approximately 3/4 in. wide by 1/4 in. thick, with hundreds of feet of material per cart.
- Process: thermal outgassing of VOCs retained from upstream salt-bath foam manufacturing. Required prior to final insulating-glass assembly to prevent window cavity fogging in the field.
- Each cart assembly weighed approximately 2,000 lb with ~95–98% of that mass attributed to the steel cart structure rather than the foam itself.
THROUGHPUT / PRODUCTION RATE REQUIREMENT
- Production target: one cart every 30 minutes.
- Carts loaded by pallet jack and transferred automatically into the system through powered transfer mechanisms.
- Cart reel length approximately 66 to 66.5 in.; load/push station sized at approximately 66.5 in. to support side loading and indexed transfer.
HANDLING / CONVEYING REQUIREMENT
- System could not rely on pit-mounted handling equipment; required above-floor automated indexing architecture.
- Equipment had to be testable at Precision Quincy's own facility before delivery.
UTILITY / BUILDING CONSTRAINTS
- Limited available make-up air in the customer's building — all combustion air for burner blower systems must be drawn from outside, routed through filtered intake above the oven.
SERVICEABILITY REQUIREMENT
- Customer required heat exchangers to be highly visible and easy to service — led to slide-out side-service arrangement allowing exchanger access and removal without major disassembly.
- Limited available ceiling height at installation constrained upper heat chamber packaging.
SAFETY / COMPLIANCE REQUIREMENT
- NFPA 86 Class A compliance required. Explosion relief incorporated into the door system.
- Process involves heated VOC-laden foam product; exhaust ventilation designed to safely remove released vapors.
The thermal process requirement was to raise the loaded carts and wound foam gasket material to outgassing temperature quickly enough to support the required production rate, then hold the product at temperature long enough to drive off retained VOCs. Because the overwhelming majority of the thermal mass was the steel cart structure, the process required front-loaded heating capacity — with the first station delivering the most aggressive heat-up and the remaining stations maintaining soak conditions.
TEMPERATURE REQUIREMENTS
- Oven operating temperature: 410°F. Maximum temperature capability: 425°F.
- Actual foam product — not just chamber air — required to reach at least 380°F.
PROCESS VALIDATION BASIS
- Total required oven time: 120 minutes. Foam must remain at or above 380°F for at least 90 of those minutes.
- Validation based on approximately 15–20 embedded thermocouples placed directly in the foam at multiple locations throughout the cart load.
- After 17 minutes of heat-up, embedded foam thermocouples may not exceed a 50°F spread. After 50 minutes / at-process condition, the spread must be within 20°F.
AIRFLOW DELIVERY REQUIREMENTS
- Zone 1 total recirculation: ~13,700 CFM; aggressive mixed-direction airflow — ~1,100 FPM vertical-up (bottom), ~1,100 FPM vertical-down (top), ~4,000 FPM side nozzles, plus air-knife at door/cart gap.
- Zones 2–5: ~10,250 CFM each; 2 in. round nozzles at ~4,000 FPM biased toward cart center and between reel layers.
HEAT INPUT REQUIREMENTS
- Zone 1: Eclipse IJ3 remote-blower indirect gas heating — 850,000 BTU/hr input.
- Zones 2, 3, 4: Eclipse IJ3 package-burner indirect gas heating — 550,000 BTU/hr input each.
- Zone 5: Eclipse IJ3 remote-blower indirect gas heating — 850,000 BTU/hr input.
- Total installed heat input: 4,150,000 BTU/hr.
EXHAUST REQUIREMENTS
- Process exhaust: 2,000 CFM total (400 CFM per zone) for VOC vapor removal during heating.
- End-hood exhaust: New York Blower 15 hood fan rated 3,000 CFM — alternates extraction between ends based on door-open condition; runs only during door-opening events.
To deliver the required outgassing cycle without pit-mounted conveying, Precision Quincy developed a multi-section automated cart-handling architecture consisting of an infeed conveyor, a heated middle conveyor spanning the five heated stations, and an outfeed conveyor. Although the system functionally served as one indexed transport path, the conveying hardware was separated into three mechanically independent servo-driven conveyor sections — because continuous through-shaft arrangements would have interfered with the cart wheel path and because the indexed spacing had to be collapsed within the oven body.
OVERALL CONCEPT
- Five-station, single-path conveyorized batch-indexing oven with automated infeed, heated middle, and outfeed conveyor sections.
- Above-floor pit-free cart handling architecture; carts side-loaded via pallet jack and transferred automatically through the indexed conveyor sequence.
- Equipment designed for full pre-shipment testing at Precision Quincy's facility.
HEATING ARCHITECTURE
- All zones: Eclipse IJ3 indirect natural gas heat exchangers with external combustion air drawn from above the oven through a filtered outside-air intake system.
- Zone 1 and Zone 5: remote-blower burner arrangements at 850,000 BTU/hr input each. Zones 2, 3, 4: package-burner arrangements at 550,000 BTU/hr input each.
- Heat exchangers designed for high visibility and slide-out side-service access — each exchanger can be withdrawn from the oven for inspection or removal without major disassembly, using a support rail positioned in front of the zone.
AIRFLOW / DUCT ARCHITECTURE
- Zone 1: aggressive mixed-direction airflow with bottom, top, and side ducting plus an air-knife concept at the door/cart gap — generating ~1,100 FPM vertical-up, ~1,100 FPM vertical-down, and ~4,000 FPM side nozzle discharge.
- Zones 2–5: lower-airflow heated holding with 2 in. round nozzles at ~4,000 FPM biased toward cart center and through reel layers.
- Recirculation duct attached directly to each zone's access door so the duct moves with the door when opened — improving service access and integrating explosion relief into the door system.
CONVEYOR / CART HANDLING CONCEPT
- Three separate servo-driven conveyor sections: 86.25 in. infeed, 204.5 in. heated middle, 124 in. outfeed. Total conveyor length: 437.75 in.
- Independent left/right drives on each conveyor side due to cart wheel path constraints.
- Side-loaded by pallet jack onto engineering chain, then transferred by pusher/extractor arm into indexed sequence; carts discharge off outfeed conveyor onto wheels for pallet-jack removal.
- Approximately 2,000 lb per cart load capacity.
SHELL / CONSTRUCTION ARCHITECTURE
- Structural steel frame; 16 ga aluminized formed interior pans configured for thermal expansion and contraction; 6 in. thick 6 lb density mineral wool insulation; exterior skins with two-part epoxy blue finish.
- Interior construction in pressurized zones sealed to maintain airflow control and thermal containment.
- Each heated zone has a door on each end; explosion relief integrated into door system.
EXHAUST / VENTILATION ARCHITECTURE
- Process exhaust: New York Blower 15 GP fan — 2,000 CFM at 3 in. w.c., 2 HP motor.
- End-hood exhaust: New York Blower 15 hood fan — 3,000 CFM; alternates extraction end based on which doors are open; only operates during door-opening events to minimize building air removal.
CONTROLS ARCHITECTURE
- Allen-Bradley CompactLogix PLC with Allen-Bradley servo drives for all conveyor sections.
- Remote-mounted NEMA 12 control enclosure. Dungs-related flame-safety hardware with Honeywell actuators.
- Zoned burner control plus alternating hood exhaust logic integrated in controls.
| OVEN CONFIGURATION | |
|---|---|
| Type | Five-station indexed cart oven with automated infeed, heated-zone, and outfeed conveyor sections |
| Heated Zone Length | 72 in. per zone (5 zones) |
| Door Opening Width | 86.5 in. |
| Conveyor Chain Centers | 60 in. |
| Body Width | 155 in. |
| Overall Length | 543.75 in. (total equipment) |
| Conveyor Total Length | 437.75 in. (infeed 86.25 in. + heated middle 204.5 in. + outfeed 124 in.) |
| Inlet/Outlet Clearance | ~14 in. additional space at Zone 1 and Zone 5 ends for door clearance and product setback |
| Service Access | Slide-out side-service heat exchangers; end doors with duct-attached access; above-floor pit-free cart handling |
| Explosion Relief | Integrated into zone end doors |
| THERMAL HEAT POWER SYSTEM | |
|---|---|
| Operating Temperature | 410°F |
| Maximum Temperature | 425°F |
| Temperature Uniformity | Product validation: ≤50°F spread after 17 min heat-up; ≤20°F spread after 50 min / at-process condition (based on embedded foam thermocouples) |
| Product Minimum Temp | Foam must reach and hold ≥380°F; minimum hold time 90 min (within 120 min total oven time) |
| Heating Zones | 5 |
| Heat Source | Indirect natural gas — Eclipse IJ3 burners / heat exchangers |
| Zone 1 Heat Input | 850,000 BTU/hr (remote-blower arrangement) |
| Zone 2 Heat Input | 550,000 BTU/hr (package-burner arrangement) |
| Zone 3 Heat Input | 550,000 BTU/hr (package-burner arrangement) |
| Zone 4 Heat Input | 550,000 BTU/hr (package-burner arrangement) |
| Zone 5 Heat Input | 850,000 BTU/hr (remote-blower arrangement) |
| Total Installed Heat | 4,150,000 BTU/hr |
| Combustion Air | Outside air via filtered intake routed above the oven |
| RECIRCULATION / AIRFLOW SYSTEM | |
|---|---|
| Zone 1 Airflow Pattern | Full horizontal + vertical-down + vertical-up with side injection and door-gap air knife |
| Zone 1 Discharge Velocities | ~1,100 FPM vertical-up; ~1,100 FPM vertical-down; ~4,000 FPM side nozzles |
| Zone 1 CFM | ~13,700 CFM |
| Zones 2–5 Airflow Pattern | 2 in. round nozzles at ~4,000 FPM; biased toward cart center and between reel layers |
| Zones 2–5 CFM (each) | ~10,250 CFM |
| Recirculation Fan Motor | 15 HP per zone |
| Duct Arrangement | Duct attached to zone end doors; duct moves with door when opened |
| EXHAUST SYSTEM | |
|---|---|
| Process Exhaust Fan | New York Blower 15 GP |
| Process Exhaust Airflow | 2,000 CFM total (400 CFM per zone) at 3 in. w.c. |
| Process Exhaust Motor | 2 HP |
| Hood Exhaust Fan | New York Blower 15 hood fan |
| Hood Exhaust Airflow | 3,000 CFM |
| Hood Exhaust Control | Alternates extraction between ends based on which end doors are open; runs only during door-opening events |
| CONVEYOR / HANDLING SYSTEM | |
|---|---|
| Configuration | Three-section servo-driven indexed conveyor: infeed, heated middle, outfeed |
| Infeed Conveyor Length | 86.25 in. |
| Heated Middle Conveyor Length | 204.5 in. |
| Outfeed Conveyor Length | 124 in. |
| Drive | Allen-Bradley servo drives; independent left/right drives per section due to cart wheel path |
| Transfer Architecture | Pusher / extractor arm transfers cart from side-load station into indexed conveyor sequence |
| Load Capacity | Approximately 2,000 lb per cart |
| Loading Method | Side-loaded via pallet jack at ~66.5 in. load station |
| Cart Discharge | Cart exits outfeed onto wheels for pallet-jack removal |
| CONSTRUCTION MATERIALS / FINISH | |
|---|---|
| Primary Structure | Structural steel frame with internal 16 ga formed pan construction |
| Interior | 16 ga aluminized steel liner / pans; sealed in pressurized zones |
| Exterior | Exterior skins over insulated wall assembly on structural steel frame |
| Wall Insulation | 6 in. thick, 6 lb density mineral wool |
| Finish | Two-part epoxy blue exterior finish |
| SAFETY & COMPLIANCE | |
|---|---|
| NFPA 86 Classification | Class A |
| Burner Safety Hardware | Dungs-related flame-safety hardware with Honeywell actuators |
| Explosion Relief | Integrated into zone end doors |
| Safety Notes | Process designed to safely remove VOCs from foam gasket product; end-hood exhaust mitigates vapor exposure during door-open events |
| CONTROLS & ELECTRICAL | |
|---|---|
| PLC | Allen-Bradley CompactLogix |
| Servo Drives | Allen-Bradley servo drives for all conveyor sections |
| Control Enclosure | Remote-mounted NEMA 12 |
| Controls Notes | Zoned burner control; alternating hood exhaust logic; servo-driven conveyor indexing sequence |
| PROCESS NOTES | |
|---|---|
| Product | Foam gasket material (salt-bath process) on steel carts; ~3/4 in. × 1/4 in. foam cross-section |
| Application | Insulating-glass window assembly — outgassing prior to final IG unit fabrication |
| Process Basis | VOC removal before sealed window assembly to prevent window cavity fogging in service |
| Validation Method | ~15–20 embedded thermocouples in foam across cart load |
| Pre-Shipment Testing | Equipment designed for full functional testing at Precision Quincy's facility |
