












Project Number: 5492
Polyurethane Post Cure Oven for Automated Polyurethane Forklift Wheel Manufacturing
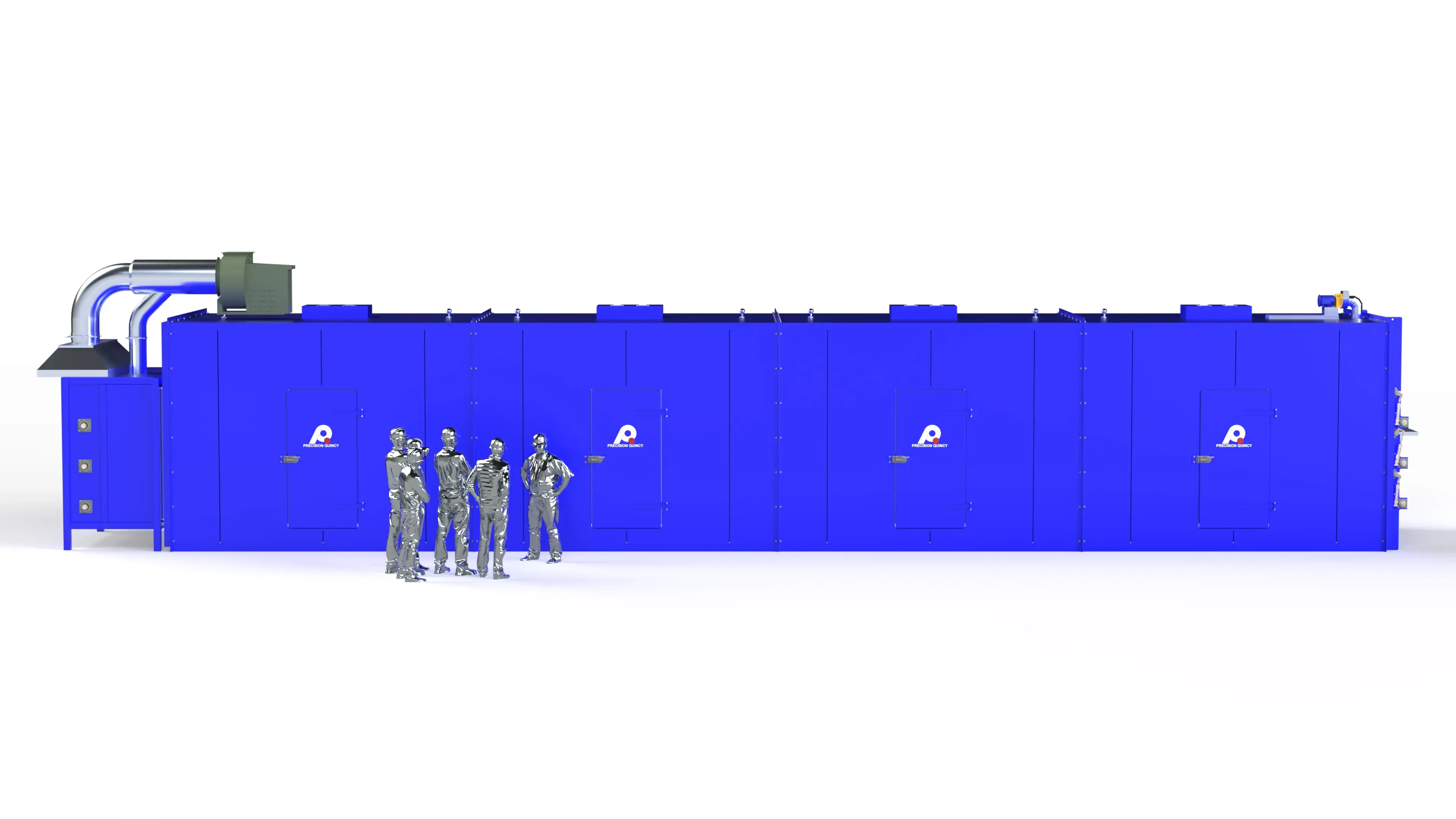
Four-zone electric-heated post-cure oven engineered as the final long-duration thermal stage for demolded polyurethane forklift wheels — combining 288 kW total electric resistance heat across front- and back-loaded zone distribution, four NYB 27 PLR recirculation fans at 16,000 CFM per zone, 270°F–295°F operating temperature, a three-level flat-wire conveyor arrangement delivering 432 simultaneous part positions, and 24.47-hour cure time at approximately 759.8 in. overall length.
.webp?width=1400&name=5492%20KOOPS%20(2).webp)
.webp?width=1400&name=5492%20KOOPS%20(3).webp)
.webp?width=1400&name=5492%20KOOPS%20(4).webp)
.webp?width=1400&name=5492%20KOOPS%20(5).webp)
.webp?width=1400&name=5492%20KOOPS%20(6).webp)
.webp?width=1400&name=5492%20KOOPS%20(7).webp)
.webp?width=1400&name=5492%20KOOPS%20(8).webp)
.webp?width=1400&name=5492%20KOOPS%20(9).webp)
.webp?width=1400&name=5492%20KOOPS%20(10).webp)
Overview
This project was developed as the final post-cure stage within an automated polyurethane forklift wheel production line. After the wheel had moved through earlier preheat, flash-off, cure, and reheat operations, this machine provided the long-duration final thermal exposure required after demolding.
This oven is the largest and most elaborate thermal module in the polyurethane wheel line. Rather than using a single-level conveyor path, the machine employs a three-level conveyor arrangement within a four-zone heated body. That architecture allows the system to achieve very long dwell time and high part density without consuming excessive floor space.
The equipment was engineered specifically around the demands of final post-cure service. It had to accept product entering at an elevated temperature, maintain stable multi-zone thermal conditions over a long residence time, and move a large population of parts through the process in a controlled, production-oriented manner. The heat distribution is intentionally front- and back-loaded, with greater installed heat capacity in Zones 1 and 4 than in the center zones, supporting the way product progresses through the extended thermal cycle.
The process requirement was to complete the final post-cure cycle for demolded polyurethane wheels after the upstream molding-related stages had been completed. This stage required a long-duration thermal hold capable of processing a high number of parts simultaneously while maintaining continuous production-line throughput.
APPLICATION REQUIREMENT
- The equipment serves as the final post-cure stage for demolded polyurethane forklift wheels in an automated manufacturing line.
- The oven accepts product at an elevated entry condition (approximately 150°F) after earlier thermal processing and sustains the required final cure exposure over an extended residence time of approximately 24.47 hours.
- The process demands a machine optimized around capacity, dwell time, product density, and controlled line movement rather than short-cycle indexed heat-up.
CAPACITY / THROUGHPUT REQUIREMENT
- The machine processes a high number of parts simultaneously to support continuous production-line throughput of approximately 17.65 parts per hour.
- Maximum part size basis: approximately 17.7 in. diameter × 11 in. high; maximum part weight approximately 121 lb per part (approximately 111 lb steel, 10 lb polyurethane).
- The three-level conveyor arrangement was required to maximize in-oven part count within a manageable floor footprint.
THERMAL CONSISTENCY REQUIREMENT
- The oven maintains zone-to-zone thermal consistency over the full length of the heated body and across all three conveyor levels.
- Stable multi-zone thermal conditions are required throughout the long residence time to ensure consistent final cure across the part population.
LINE INTEGRATION REQUIREMENT
- The machine fits within an automated manufacturing environment with dependable conveyor handling and controls architecture compatible with the broader Allen-Bradley production-line platform.
- Zone-level monitoring, multi-conveyor coordination, and machine-to-machine communication were required for proper integration with the rest of the line.
SAFETY / CLASSIFICATION REQUIREMENT
- The oven was classified as NFPA 86 Class B, consistent with its post-cure thermal duty.
UTILITY REQUIREMENT
- Required electrical service: 480V / 3PH / 60Hz.
The thermal process requirements were established from the need to complete the long-duration final post-cure cycle for demolded polyurethane forklift wheels at the end of an automated manufacturing line.
TEMPERATURE CAPABILITY
- Operating temperature: 270°F to 295°F.
- Maximum design temperature: 325°F.
- Product entry temperature: approximately 150°F.
PROCESS BASIS
- The thermal process basis is final long-duration post-cure of demolded polyurethane forklift wheels, positioned as the last major thermal stage in the manufacturing sequence.
- Cure time: approximately 24.47 hours. Throughput: approximately 17.65 parts per hour.
- The machine's thermal role is long-duration final stabilization and cure completion, not short-cycle transition processing.
HEAT INPUT REQUIREMENT
- Heat source: electric resistance heat.
- Total installed heat input: 288 kW across four zones.
- Zone heat distribution: Zone 1 — 108 kW; Zone 2 — 36 kW; Zone 3 — 36 kW; Zone 4 — 108 kW.
- The front- and back-loaded heat distribution supports the way product progresses through the long thermal cycle.
AIRFLOW DELIVERY REQUIREMENTS
- Recirculation fans: four New York Blower 27 PLR recirculation fans, one per zone.
- Recirculation airflow: approximately 16,000 CFM per zone.
EXHAUST / VENTILATION BASIS
- Entrance-end exhaust: PQ-1 exhauster at approximately 550 CFM.
- Exit-end exhaust: New York Blower GP-18 exhauster rated to approximately 3,000 CFM maximum.
- Oven classification: NFPA 86 Class B.
To deliver the process requirements for the final long-duration post-cure stage, the following equipment concept and architecture was developed.
OVERALL CONCEPT
- One large four-zone electric-heated post-cure oven serving as the final thermal module in an automated polyurethane forklift wheel manufacturing line.
- The machine is built on structural steel reinforced pan-style construction and uses a three-level flat-wire conveyor arrangement within a four-zone heated body to achieve high in-oven part density and extended dwell time without excessive floor space.
HEATING ARCHITECTURE
- Heat source: electric resistance heating. Total installed heat input: 288 kW across four zones.
- Zone heat distribution: Zone 1 — 108 kW; Zone 2 — 36 kW; Zone 3 — 36 kW; Zone 4 — 108 kW.
- The front- and back-loaded heat configuration supports the machine's long-duration post-cure duty and the thermal progression of product through the system.
AIRFLOW / RECIRCULATION ARCHITECTURE
- Recirculation fans: four New York Blower 27 PLR recirculation fans, one per zone, each delivering approximately 16,000 CFM.
- Entrance-end exhaust: PQ-1 exhauster at approximately 550 CFM.
- Exit-end exhaust: New York Blower GP-18 exhauster rated to approximately 3,000 CFM maximum.
CONVEYOR / HANDLING ARCHITECTURE
- Conveyor type: three-level flat-wire conveyor arrangement.
- Conveyor drives: three gearmotors total.
- Part positions: 144 parts per level × 3 levels = 432 parts total simultaneously in the oven.
- The three-level arrangement allows very long dwell time and high part density within a more compact floor footprint than a comparable single-level machine would require.
SHELL / CONSTRUCTION ARCHITECTURE
- Shell construction: structural steel reinforced pan-style oven construction.
- Heated zone arrangement: four heated zones of approximately 171 in. each, followed by an exit vestibule.
- Total overall length: approximately 759.8 in.
CONTROLS ARCHITECTURE
- Control platform: Allen-Bradley line-integrated multi-zone controls architecture consistent with the broader production line.
- Control enclosure: remote-mounted NEMA 12 enclosure.
- The controls package manages multiple zones, multiple conveyor levels, encoder-based handling feedback, and a larger distributed-I/O structure than the earlier-stage modules in the line.
- Zone-level monitoring thermocouples and conveyor feedback devices support stable long-duration operation and line-level coordination.
| OVEN CONFIGURATION | |
|---|---|
| Type | Four-zone electric-heated post-cure oven |
| Application | Final long-duration post-cure for demolded polyurethane forklift wheels |
| Safety Class | NFPA 86 Class B |
| Heated Zone Arrangement | Four heated zones plus exit vestibule |
| Zone Length | Approx. 171 in. per heated zone |
| Approx. Overall Length | Approx. 759.8 in. |
| Shell Construction | Structural steel reinforced pan-style oven construction |
| THERMAL SYSTEM | |
|---|---|
| Operating Temperature | 270°F–295°F |
| Maximum Temperature | 325°F |
| Product Entry Temperature | Approx. 150°F |
| Heat Source | Electric resistance heat |
| Total Heat Input | 288 kW |
| Zone Heat Distribution | Zone 1: 108 kW; Zone 2: 36 kW; Zone 3: 36 kW; Zone 4: 108 kW |
| Recirculation Fans | Four NYB 27 PLR recirculation fans (one per zone) |
| Recirculation Airflow | 16,000 CFM per zone |
| Entrance Exhaust | PQ-1 exhauster, approx. 550 CFM |
| Exit Exhaust | NYB GP-18, approx. 3,000 CFM max |
| Cure Time | Approx. 24.47 hours |
| Throughput | Approx. 17.65 parts/hr |
| PRODUCT / CAPACITY | |
|---|---|
| Max Part Size | 17.7 in. dia. × 11 in. high |
| Max Part Weight | 121 lb per part (approx. 111 lb steel + 10 lb polyurethane) |
| Part Positions | 144 per level × 3 levels = 432 total simultaneous positions |
| Conveyor Type | Three-level flat-wire conveyor |
| Conveyor Drives | Three gearmotors total |
| CONTROLS & ELECTRICAL | |
|---|---|
| Electrical Service | 480V / 3PH / 60Hz |
| Control Cabinet | Remote-mounted NEMA 12 enclosure |
| Control Architecture | Allen-Bradley line-integrated multi-zone controls platform |
| Monitoring | Zone-level monitoring thermocouples and conveyor feedback devices |
| Safety Features | Multi-zone interlocks and Class B thermal safety architecture |
| PROCESS SUMMARY | |
|---|---|
| Product | Demolded polyurethane forklift wheels |
| Market / Application | Automated forklift wheel manufacturing |
| Process Role | Final long-duration post-cure after demolding |
| Integration Role | High-capacity multi-zone module coordinated with upstream wheel-manufacturing operations |
| Key Verification Concept | Zone-to-zone thermal consistency, three-level part density, long-duration dwell control, and production-rate throughput across 432 simultaneous part positions |
