












Project Number: 5620
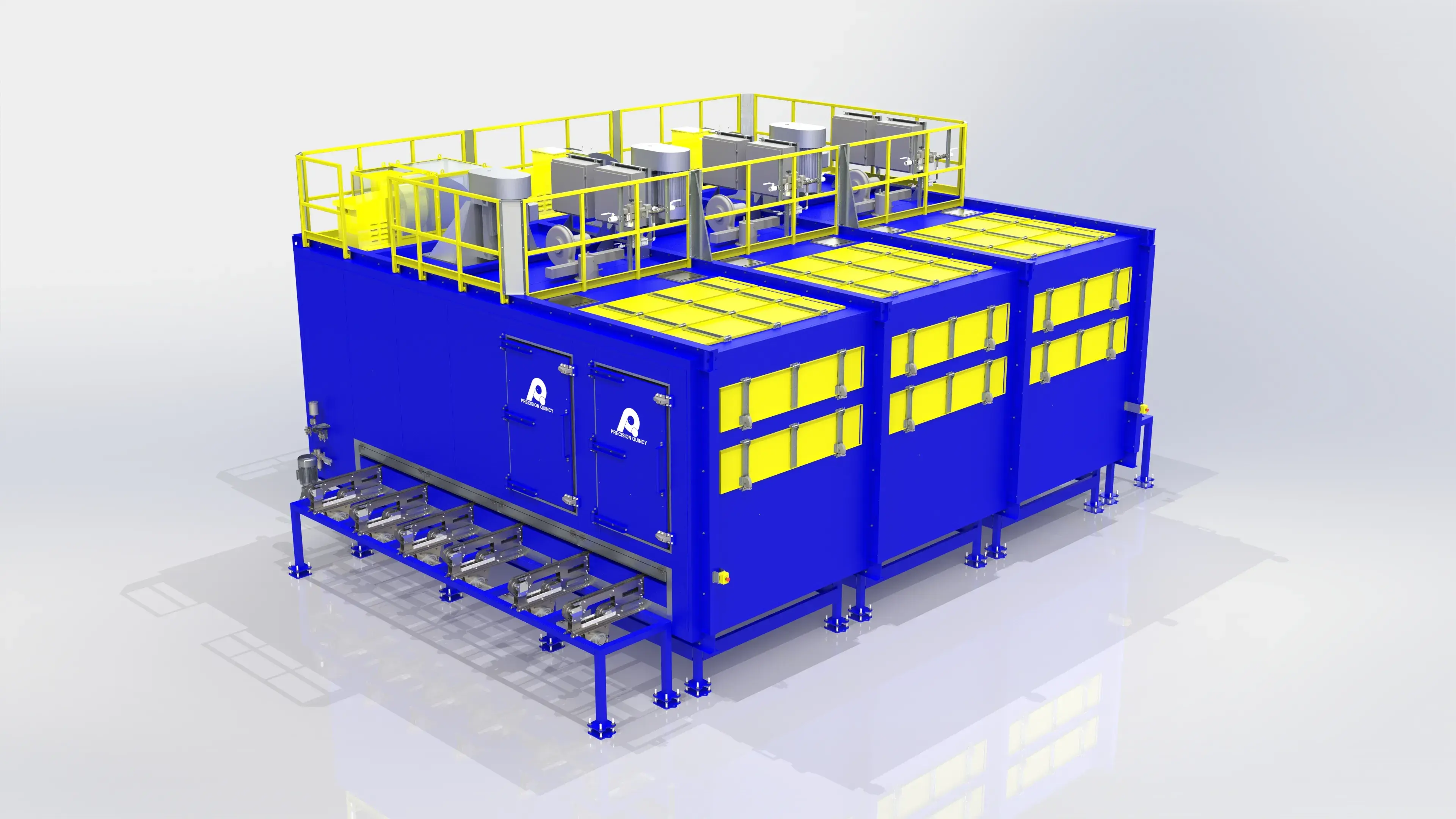
Three-Zone Continuous Curing Oven for High-Volume Trim Finishing
Single-path, three-zone inline curing module engineered for edge-applied coatings on high-volume trim—delivering ~152,000 lb/hr with edge-focused vertical-down airflow (perpendicular to oven length) across a 200–300°F operating process (450°F max capability), low-NOx combustion, and service-forward access in a compact 377-inch footprint.











Overview
Precision Quincy engineered a high-throughput curing module for a major North American building-products manufacturer, designed to integrate inline within a larger two-machine production cell. The system cures edgeapplied coatings on widthwise-oriented trim boards (wide way in)—concentrating heat transfer where it matters (the edges) without wasting energy on wrapped top/bottom surfaces—while delivering approximately 152,000 lb/hr across a wide product mix.
To meet the customer’s footprint constraint (377 in total length) and low-NOx corporate standard, the process was developed through a combination of Precision Quincy testing, customer experience, and prior application knowledge. The result is a flexible 200–300°F operating process with 450°F maximum capability, delivered through a three-zone, single-path architecture (three 96 in heated zones). The final design combines edgefocused vertical-down airflow (5,800 FPM ±870 through 3/8″ slots, with airflow direction perpendicular to the oven length), roof-mounted recirculation/heating using (3) Maxon OvenPak LE15 burners (4.8 MMBtu/hr total) with SmartLink MRV emissions control, and a wide-control exhaust system (3,945–15,750 CFM total) using VFDs + modulating dampers to stabilize low-temperature operation under low-NOx turndown constraints. A service-forward layout includes 10 access doors, roof/sidewall explosion relief, and a full-length roof walkway for maintenance access.
A major North American building-products manufacturer required a continuous curing module to be integrated inline as part of a larger, two-machine production cell (the curing system mechanically and controls-wise interfaces with upstream/downstream equipment).
MATERIAL FLOW & LAYOUT
- Product travels widthwise (boards oriented with length perpendicular to direction of travel; "wide way in").
- Single product path runs through the curing system.
- The customer required a fixed overall equipment length to match their production layout.
THROUGHPUT REQUIREMENT (PRIMARY)
- The key requirement was mass throughput (≈152,000 lb/hr target). Line speed is secondary and is simply whatever speed is required to achieve lb/hr given product mix.
PRODUCT + UPSTREAM CONTEXT
- Trim boards are wood/composite.
- Upstream, the trim is wrapped on the top and bottom surfaces.
- After trim is cut, the exposed edges must be painted; this system's job is to dry/cure the edge paint.
ENERGY FOCUS / EDGE-ONLY HEATING CHALLENGE
- The customer's process requires concentrating heat transfer on the edges without wasting energy heating surfaces that do not need it.
- The system must accommodate a wide product width range (~1.5 in to 12 in) while still directing airflow/heat where needed (edge-focused) without disturbing product.
CONVEYOR / VALVE REQUIREMENT
- The customer required a conveyor approach that supports boards reliably while minimizing the number of chain strands to maximize value.
LOW-NOX BURNER CORPORATE STANDARD
- The customer requires low-NOx burners.
- This creates a control/turndown challenge, especially at low heat-load conditions (e.g., empty/lightly loaded operation) where it is difficult to maintain low temperatures while preserving needed high temperature capability.
ACCESS / MAINTAINABILITY REQUIREMENT
- The customer required side access so operators can quickly remove broken boards inside the oven (open side access rather than full disassembly).
PRODUCT STABILITY REQUIREMENT
- Boards must remain stable and properly guided—no lateral drift, hopping, or airflow-induced movement—while still achieving the required edge paint cure.
FOOTPRINT CONSTRAINT
- The customer provided a very limited installation envelope; the full solution had to fit within 377 inches total length.
These thermal process requirements were jointly developed to meet the customer's process needs, based on a combination of Precision Quincy testing, customer experience, and Precision Quincy's prior experience with similar product lines.
TEMPERATURE REQUIREMENTS
- Normal operating temperature range: 200–300°F.
- Maximum capability: 450°F.
CONVEYOR EXPOSURE / TIME-IN-HEAT
- Conveyor speed must be adjustable to achieve different time-in-heat values based on product size.
- Speed range includes up to 60 ft/min.
EDGE-FOCUSED AIRFLOW DELIVERY
- Airflow must be delivered vertically downward at the board edges.
- Airflow direction is perpendicular to the length of the oven.
- Target nozzle discharge velocity: 5,800 FPM, with allowable variation ±870 FPM.
- Nozzle geometry: 3/8-inch-wide slots.
EXHAUST REQUIREMENTS (TEMPERATURE CONTROL + PROCESS REMOVAL)
- Minimum exhaust: 3,945 CFM total.
- Maximum exhaust capability: 15,750 CFM to support stable low-temperature operation given low-NOx turndown limitations.
HEAT INPUT REQUIREMENT
- Required heat input: 4,800,000 BTU/hr.
MOISTURE LOAD
- Maximum water load capacity: 8 gallons/hr.
TEMPERATURE UNIFORMITY
- ±10°F from setpoint at the nozzle discharge (sufficient to meet even-heating requirement).
To deliver the thermal process requirements (which deliver the customer process requirements), Precision Quincy settled on the following equipment concept and architecture.
OVERALL CONCEPT
- Three-zone, single-path conveyor oven.
- Roof-mounted recirculation fans, burners, and exhaust.
- Conditioned air is directed down from nozzles above the conveyor (edge-focused, vertical-down discharge), then returns down the sides back to the heat source/fan loop.
AIRFLOW/DUCTING ARCHITECTURE ("NAUTILUS" DUCT)
- Each zone uses a Nautilus duct arrangement: recirculation fan shaft transitions from horizontal into a curved down-turn with turning vanes, then back to horizontal distribution.
- Discharge air exits overhead nozzles straight down to the product.
- Return air travels down the sides of each duct path, then flows back up through the burner/heat section, and is re-delivered for heating.
ZONE ARCHITECTURE (ONE FAN + ONE BURNER + ONE EXHAUST PER ZONE)
- Each zone includes: (1) recirculation fan, (1) burner, (1) exhaust connection.
- Recirculation fan: 40-inch fan, 40,000 CFM @ 3 in. w.c. (per fan; 120,000 CFM total), 40 HP motor (per fan; 120 HP total).
- Heating concept: Low-NOx requirement fulfilled using (3) Maxon OvenPak LE15 burners total (one per zone), each 1.6 MMBtu/hr. Emissions control uses a servo-driven system (SmartLink MRV, Maxon/Honeywell) mapped to hold NOx < 30 ppm.
EXHAUST CONCEPT
- Each zone exhaust includes modulating dampers to adjust exhaust rate for cooldown and low-temperature stability given low-NOx turndown limitations.
SERVICEABILITY / ACCESS
- Access is provided via distributed service doors (total of 10 access doors).
- Explosion relief is incorporated in the roof and sidewalls, and also via access door relief as applicable.
SHELL / STRUCTURAL ARCHITECTURE
- Shell is built around a structural steel frame.
- Interior construction uses free-floating sheet-metal pans designed to accommodate thermal expansion/contraction while minimizing through-metal.
- Construction: 16-gauge interior pans (aluminized), insulation outside the interior pans, 16-gauge exterior cladding (mild steel), exterior finished with a two-part epoxy paint, light gray specified by the customer.
SHIPPING ARCHITECTURE
- The oven is designed to ship as three main pieces (three zones), bolted together on site.
- Support feet are integral (not removable for shipment).
CONVEYOR / MECHANICAL CONCEPT HIGHLIGHTS
- Conveyor is an engineered RS60 steel roller chain system with flat sidebar chain.
- Six strands running on replaceable AR500 wear guides.
- Common drive shaft through all six strands to a gearbox; each strand is individually tensioned.
- Take-up/tensioning uses pneumatic tensioners (no rack-and-pinion synchronized take-up).
- Drive concept: 5 HP gearbox-driven conveyor drive, VFD-controlled.
CONTROLS ARCHITECTURE
- Controls are remotely located.
- The system uses an Allen-Bradley CompactLogix PLC integrated with the paired equipment.
- VFDs are Yaskawa (customer-specified).
- Burner safety hardware uses a Karl Dungs-based safety system with Maxon/Honeywell burner control components.
OTHER NOTED ATTRIBUTES
- Roof areas not occupied by explosion relief are outfitted with guard rails for service access.
- Equipment was fully tested and accepted via FAT at Precision Quincy; the customer attended FAT.
| OVEN CONFIGURATION | |
|---|---|
| Type | Continuous conveyor, three-zone, single-path, vertical-down edge-focused airflow |
| Heated zone length (per zone) | 96 in (total: 288 in) |
| Conveyor width | 204 in |
| Chain strand locations | 15, 47, 89, 122, 155, 190 in from one edge (across 204 in work width) |
| Equipment overall dimensions | 274 in W × 377 in L × 181 in H |
| Inlet/outlet vestibules | 6 in each end |
| Overall length / shipping | Shipped as (3) zone sections bolted together |
| Roof access | Full-length roof walkway |
| Service access | 10 access doors total |
| Explosion relief | Relief in roof and sidewalls, and via access doors as applicable |
| THERMAL HEAT POWER SYSTEM | |
|---|---|
| Operating temperature | 200–300°F |
| Maximum temperature | 450°F |
| Temperature uniformity | ±10°F from setpoint at nozzle discharge |
| Heating zones | 3 |
| Heat source | (3) Maxon OvenPak LE15, 1.6 MMBtu/hr each (one per zone) |
| Heat power | 4,800,000 BTU/hr |
| Emissions control | Servo-driven SmartLink MRV (Maxon/Honeywell), mapped to maintain NOx < 30 ppm |
| RECIRCULATION / AIRFLOW SYSTEM | |
|---|---|
| Airflow pattern | Vertical-down, edge-focused discharge from overhead nozzles; side returns to heat source/fan |
| Nozzle geometry | 3/8 in wide slots |
| Nozzle discharge velocity | 5,800 FPM ±870 FPM |
| Fans (per zone) | 40 in fan; 40,000 CFM @ 3 in. w.c. (per fan; 120,000 CFM total) |
| Fan motor (per zone) | 40 HP (per fan; 120 HP total) |
| Burner location | Upstream of fan, firing into a diffuser for mixing prior to fan pressurization |
| EXHAUST SYSTEM | |
|---|---|
| Location | Roof-mounted (three exhaust connections; one per zone) |
| Minimum exhaust | 3,945 CFM total |
| Maximum exhaust capability | 15,750 CFM total |
| Control | VFDs + modulating dampers |
| Basis | Supports low-temperature stability with low-NOx turndown limits; removes water from drying + products of combustion |
| CONVEYOR / HANDLING SYSTEM | |
|---|---|
| Configuration | Six-strand engineered chain conveyor (single path) |
| Chain type | RS60 steel roller chain with flat sidebar |
| Take-up / tensioning | Pneumatic tensioners, individually per strand |
| Drive | Common shaft through all six strands to 5 HP gearbox (single-pitch chain sprockets) |
| Speed range | Adjustable up to 60 ft/min |
| Return | Hot return (return path runs through oven below the top chain plane) |
| Conveyor capacity | 2,200 lb evenly distributed across the conveyor |
| VFDs | Yaskawa (customer specified) |
| CONSTRUCTION MATERIALS / FINISH | |
|---|---|
| Primary structure | Structural steel frame integrating conveyor supports |
| Interior | 16-gauge aluminized free-floating pans (expansion/contraction tolerant) |
| Exterior | 16-gauge mild steel cladding |
| Paint | Customer-specified light gray, two-part epoxy coating |
| Thermal isolation | Insulation outside interior pans; minimized through-metal architecture |
| SAFETY & COMPLIANCE (BURNER / SYSTEM) | |
|---|---|
| NFPA 86 classification | Class A |
| Burner safety hardware | Karl Dungs-based safety system |
| Burner controls | Maxon/Honeywell components |
| CONTROLS & ELECTRICAL | |
|---|---|
| PLC | Allen-Bradley CompactLogix (controls this module + adjacent paired equipment) |
| Control cabinet location | Remotely located |
| PROCESS NOTES | |
|---|---|
| Coating | Non-VOC |
| Testing | Equipment completed FAT at Precision Quincy; customer accepted |
